Ohjelmoitava logiikkaohjain (PLC): Toiminta, tyypit ja sovellukset
Ohjelmoitava logiikkaohjain (PLC) on se, jota käytät koneiden ja teollisten prosessien automatisointiin luotettavasti ja kontrolloidusti.Tässä artikkelissa opit, mikä PLC on, kuinka se toimii skannausjaksonsa aikana ja kuinka sen tärkeimmät laitteistokomponentit toimivat yhdessä.Näet myös erityyppiset PLC:t, yleiset ohjelmointikielet ja kuinka tulo- ja lähtölaitteet yhdistävät ohjaimen laitteisiin.Loppujen lopuksi ymmärrät selvästi, missä PLC:itä käytetään ja miksi ne ovat tärkeitä automaatiojärjestelmissä.Katalogi

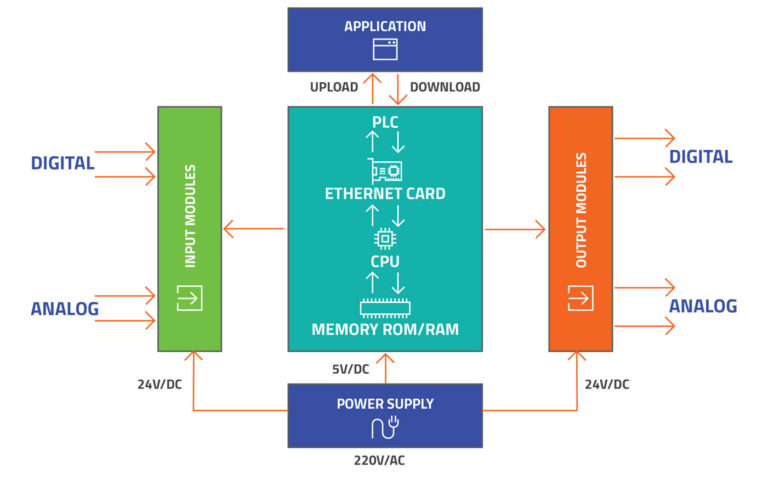
Kuva 1. Ohjelmoitava logiikkaohjain (PLC)
Mikä on ohjelmoitava logiikkaohjain?
Ohjelmoitava logiikkaohjain (PLC) on kestävä teollinen ohjauslaite, jota käytetään koneiden ja prosessien automatisointiin.Se on suunniteltu käsittelemään ohjaustehtäviä luotettavasti ympäristöissä, joissa on sähköistä melua, tärinää ja lämpötilan muutoksia.PLC:itä käytetään laajalti, koska ne tarjoavat vakaan, toistettavan ohjauksen käyttämällä ohjelmistoa kiinteiden releiden sijaan.Niiden avulla automaatiojärjestelmiä voidaan muokata tai laajentaa ilman kokonaisten paneelien uudelleenjohdotusta.Teollisuusautomaatiossa PLC:t toimivat keskeisenä päätöksentekoyksikkönä, joka koordinoi tuloja ja lähtöjä ennalta määritellyn logiikan mukaisesti.
Kuinka PLC toimii?
Kuva 2. PLC:n toimintajakso
PLC toimii suorittamalla toistuvasti yksinkertaisen ja ennustettavan toimintajakson, jota kutsutaan skannausjaksoksi.Kuten kuvasta näkyy, prosessi alkaa tulon skannauksella, jossa PLC lukee kytkettyjen signaalien nykyisen tilan.Seuraavaksi ohjain suorittaa ohjelman suorittamisen soveltaen tallennettua logiikkaa tulotiloihin.Kun logiikka on arvioitu, PLC suorittaa lähdön päivityksen ja muuttaa lähtösignaaleja vastaavasti.Tämä sekvenssi toimii jatkuvasti silmukassa, jolloin PLC pystyy reagoimaan nopeasti muutoksiin.Kuva havainnollistaa tätä suljettua lukemisen, käsittelyn ja päivityksen silmukkaa.Tämä syklipohjainen toiminta varmistaa vakaan ja aikaohjauksen teollisuusautomaatiojärjestelmissä.
PLC-järjestelmän komponentit
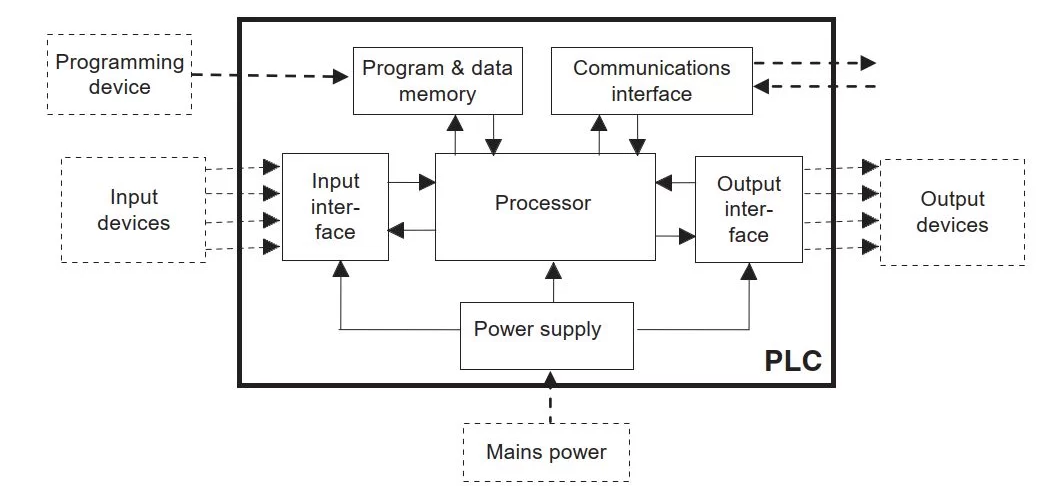
Kuva 3. PLC-järjestelmän pääkomponentit
• CPU (Central Processing Unit)
CPU on PLC:n ydin ja vastaa ohjauskäskyjen käsittelystä.Se hallitsee logiikkaa, sisäistä koordinointia ja ohjaimen yleistä toimintaa.CPU varmistaa johdonmukaisen ja deterministisen toiminnan automaatiotehtävien aikana.
• Virtalähde
Virtalähde muuntaa tulevan sähkötehon PLC:n vaatimiksi säädetyiksi jännitteiksi.Se tarjoaa vakaan virran kaikille sisäisille moduuleille ja suojaa järjestelmää jännitteen vaihteluilta.Luotettava virransyöttö on jatkuvan toiminnan edellytys.
• Tulomoduulit
Tulomoduulit vastaanottavat signaaleja ulkoisista laitteista ja muuntavat ne PLC:n tunnistamaan muotoon.Ne tarjoavat sähköisen eristyksen ja signaalinkäsittelyn suojaamaan sisäisiä piirejä.Nämä moduulit toimivat rajapintana fyysisen prosessin ja ohjaimen välillä.
• Lähtömoduulit
Lähtömoduulit lähettävät ohjaussignaaleja PLC:stä ulkoisiin laitteisiin.Ne muuttavat sisäiset ohjauspäätökset sähköisiksi signaaleiksi, jotka soveltuvat kenttälaitteisiin.Oikea lähdön käsittely varmistaa tarkat ja turvalliset ohjaustoimenpiteet.
• Muisti (ohjelma ja tiedot)
PLC-muisti tallentaa toimintaan tarvittavat ohjausohjelmat ja järjestelmätiedot.Se säilyttää kokoonpanotiedot ja käyttöarvot ajon aikana.Muisti varmistaa, että PLC voi suorittaa logiikkaa johdonmukaisesti syklien aikana.
• Viestintärajapinnat
Tietoliikennerajapintojen avulla PLC voi vaihtaa tietoja ulkoisten järjestelmien kanssa.Ne tukevat integrointia muihin ohjaimiin, valvontajärjestelmiin ja ohjelmointilaitteisiin.Nämä rajapinnat mahdollistavat koordinoidun automatisoinnin suurempien järjestelmien välillä.
PLC:iden tyypit
Kompaktit PLC:t

Kuva 4. Kompakti PLC
Kompakti PLC on itsenäinen ohjain, jossa on kiinteät tulot, lähdöt ja prosessointitoiminnot yhdessä yksikössä.Se on suunniteltu pieniin automaatiotehtäviin, joissa tilaa ja kustannuksia on rajoitetusti.Kuvassa näkyy, kuinka kaikki ohjaustoiminnot on integroitu yhdeksi koteloksi.Kompaktit PLC:t on helppo asentaa ja vaativat vain vähän johdotusta.Niitä käytetään yleisesti yksinkertaisissa ohjauspaneeleissa ja itsenäisissä koneissa.Niiden kiinteä muotoilu tekee niistä sopivia sovelluksiin, joissa on vakaat ja tarkasti määritellyt vaatimukset.Kompaktit PLC:t tarjoavat luotettavan ohjauksen ilman tarvetta järjestelmän laajentamiseen.
Modulaariset PLC:t
Kuva 5. Modulaarinen PLC
Modulaarinen PLC koostuu erillisistä moduuleista, jotka on kytketty keskusohjaimeen.Jokainen moduuli suorittaa tietyn toiminnon, kuten prosessoinnin tai signaalinkäsittelyn.Kuvassa havainnollistetaan, kuinka moduulit on järjestetty vierekkäin kokonaiseksi järjestelmäksi.Modulaariset PLC:t mahdollistavat moduulien lisäämisen tai poistamisen järjestelmävaatimusten muuttuessa.Tämä joustavuus tekee niistä sopivia keskikokoisiin ja suuriin automaatiojärjestelmiin.Laajennus voidaan tehdä ilman koko säätimen vaihtamista.Modulaariset PLC:t tukevat skaalautuvia ja mukautuvia ohjausratkaisuja.
Telineeseen asennettavat PLC:t

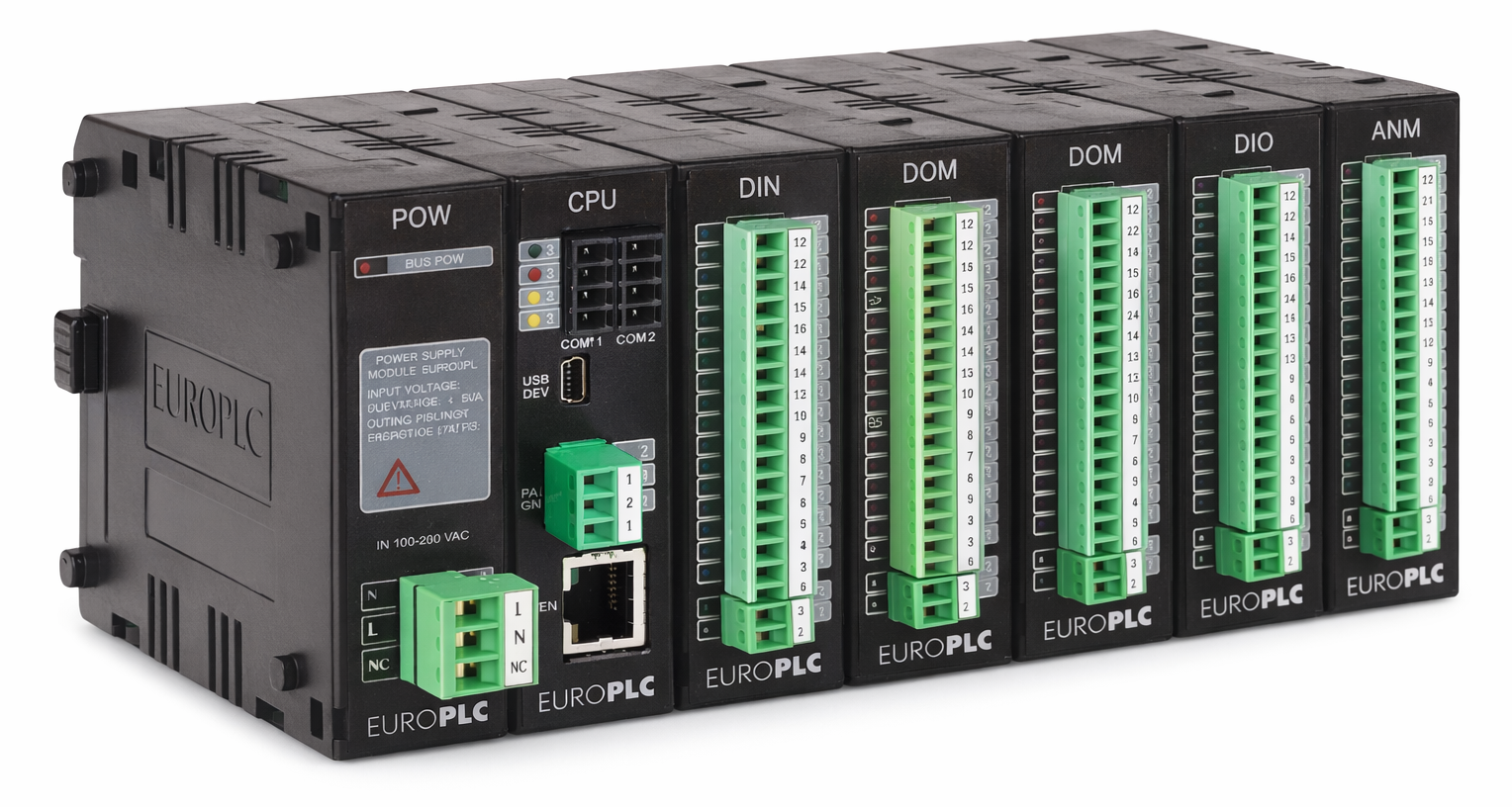
Kuva 6. Telineeseen asennettu PLC
Telineeseen asennettu PLC on suurikapasiteettinen ohjain, joka on suunniteltu suuriin ohjausjärjestelmiin.Se käyttää erillistä telinettä useiden toiminnallisten moduulien pitämiseen järjestetyssä rakenteessa.Kuvassa näkyvät moduulit, jotka on asennettu telineen jaettuun taustalevyyn.Telineeseen asennetut PLC:t tukevat suuria määriä signaaleja ja monimutkaisia kokoonpanoja.Ne on rakennettu järjestelmiin, jotka vaativat suurta luotettavuutta ja pitkäkestoista toimintaa.Tämä rakenne mahdollistaa helpon huollon ja moduulien vaihdon.Telineeseen asennettavat PLC:t sopivat vaativiin automaatioympäristöihin.
Turva-PLC:t

Kuva 7. Turva-PLC
Turva-PLC on erikoistunut ohjain, joka on suunniteltu käsittelemään turvallisuuteen liittyviä ohjaustoimintoja.Se toimii erillään normaalista ohjauslogiikasta varmistaakseen luotettavan turvallisuuden.Kuvassa on esitetty suojaustehtäviin käytettävät suojamoduulit ja liitännät.Turva-PLC:t valvovat signaaleja ja ylläpitävät turvallisia järjestelmän tiloja, kun epänormaalit olosuhteet ilmenevät.Ne on rakennettu redundanssi- ja vianhavaitsemisominaisuuksilla.Turva-PLC:t varmistavat hallitut ja ennustettavat vasteet turvallisuuskriittisissä järjestelmissä.
PLC-ohjelmointikielet
Tikkaiden logiikka (LD)
Ladder Logic (LD) on graafinen PLC-ohjelmointikieli, joka on mallinnettu perinteisten releohjauspiirien mukaan.Se edustaa ohjauslogiikkaa kahden pystysuoran kiskon väliin sijoitettujen puolasten avulla, kuten sähköiset tikapuukaaviot.Koskettimia ja keloja käytetään ilmaisemaan loogisia ehtoja ja ohjaamaan toimintoja visuaalisella tavalla.Tämän rakenteen ansiosta ohjaussuhteet on helppo tunnistaa ja seurata.Tikaslogiikka osoittaa selvästi, kuinka loogiset ehdot yhdistetään ohjauspäätöksiksi.Tutun ulkoasunsa ansiosta sitä on helppo lukea myös aloittelijalle.LD:tä käytetään laajalti selkeän ja ylläpidettävän PLC-ohjauslogiikan luomiseen.
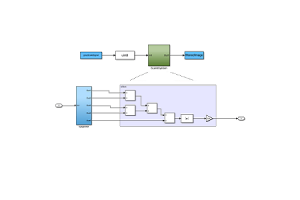
Toimintolohkokaavio (FBD)
Function Block Diagram (FBD) on lohkopohjainen PLC-ohjelmointikieli, jota käytetään esittämään ohjaustoimintoja visuaalisesti.Se järjestää ohjauslogiikan toiminnallisiksi lohkoiksi, jotka on yhdistetty signaalilinjoilla.Jokainen lohko suorittaa tietyn toiminnon, kuten loogisen käsittelyn, vertailun tai signaalin manipuloinnin.Lohkojen väliset yhteydet osoittavat, kuinka data kulkee ohjauslogiikan läpi.Tämä visuaalinen rakenne auttaa yksinkertaistamaan monimutkaisia ohjaussuhteita.FBD sopii hyvin loogisten ja jatkuvien ohjaustoimintojen esittämiseen.Se tarjoaa selkeän ja jäsennellyn tavan rakentaa PLC-ohjelmia.
Strukturoitu teksti (ST)
Structured Text (ST) on korkean tason tekstipohjainen PLC-ohjelmointikieli.Se kuvaa ohjauslogiikkaa käyttämällä luettavia käskyjä, jotka on järjestetty jäsenneltyyn muotoon.Tämä lähestymistapa mahdollistaa monimutkaiset ehdot ja laskelmat ilmaista selkeästi.Strukturoitu teksti on hyödyllinen, kun ohjauslogiikka vaatii tarkkoja matemaattisia tai loogisia lausekkeita.Kirjallinen muoto auttaa järjestämään logiikan puhtaaseen ja loogiseen järjestykseen.Sitä käytetään yleisesti edistyneissä ja tietopohjaisissa ohjaussovelluksissa.
Ohjeluettelo (IL)
Instruction List (IL) on matalan tason PLC-ohjelmointikieli, joka perustuu lyhyisiin tekstikomentoihin.Se edustaa ohjauslogiikkaa käskyjen sarjana, joka suoritetaan määrätyssä järjestyksessä.Jokainen käsky suorittaa tietyn toiminnon ohjausdatalle.Tämä muoto on kompakti ja linjassa sen kanssa, miten ohjauskäskyjä käsitellään sisäisesti.IL tarjoaa suoran ja jäsennellyn tavan ilmaista perusohjauslogiikkaa.Se auttaa havainnollistamaan yksittäisten ohjaustoimintojen kulkua.Ohjeluettelot keskittyvät tiiviiseen ja järjestykseen logiikkaesitykseen.
Sekvenssifunktiokaavio (SFC)
Sequential Function Chart (SFC) on PLC-ohjelmointikieli, jota käytetään ohjauslogiikan järjestämiseen peräkkäisiksi vaiheiksi.Se edustaa prosesseja sarjana määriteltyjä vaiheita, jotka on yhdistetty siirtymillä.Jokainen vaihe määrittää tietyn toimintatilan ohjausjaksossa.Siirtymät osoittavat olosuhteet, jotka vaaditaan siirtymiseen vaiheesta toiseen.Tämän rakenteen ansiosta prosessin kokonaiskulku on helppo ymmärtää.SFC on ihanteellinen monivaiheisten ohjausjaksojen järjestämiseen.Se auttaa yksinkertaistamaan monimutkaisen prosessinohjauslogiikan rakennetta.
PLC-tulo- ja lähtölaitteet
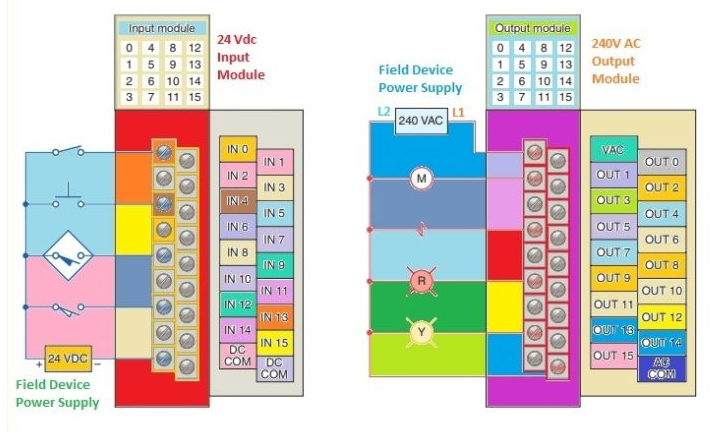
Kuva 8. PLC-tulo- ja -lähtölaitteet
PLC-tulo- ja -lähtölaitteet ovat ulkoisia komponentteja, jotka yhdistävät ohjaimen fyysiseen prosessiin.Tulolaitteet lähettävät signaaleja kentältä PLC:hen, kun taas lähtölaitteet vastaanottavat ohjaussignaaleja PLC:ltä.Kuten kuvasta näkyy, syöttölaitteet sisältävät antureita ja kytkimiä, jotka havaitsevat fyysiset olosuhteet.Lähtölaitteet sisältävät toimilaitteita, indikaattoreita ja moottoreita, jotka suorittavat toimintoja.Kaavio kuvaa kuinka kenttäsignaalit reititetään laitteiden ja ohjaimen välillä.Tämän vuorovaikutuksen avulla PLC voi seurata prosessia ja vaikuttaa siihen.Tulo- ja lähtölaitteet muodostavat viestintälinkin automaatiologiikan ja laitteiden välillä.
PLC:n käytön edut
PLC:t tarjoavat useita keskeisiä etuja, jotka tekevät niistä ihanteellisia teollisuusautomaatioon.
• Korkea luotettavuus ja vakaa toiminta vaativissa olosuhteissa
• Joustava ohjauslogiikka, jota voidaan muokata ohjelmiston avulla
• Vähemmän johdotusta verrattuna relepohjaisiin ohjausjärjestelmiin
• Nopeampi vianmääritys diagnostiikkaominaisuuksien avulla
• Helppo skaalautuvuus tukee järjestelmän laajentamista
PLC:iden sovellukset
1. Valmistus- ja kokoonpanolinjat
PLC:t ohjaavat kuljettimia, koneita ja automatisoituja työasemia.Ne varmistavat synkronoidun toiminnan ja tasaisen tuotannon.Niiden luotettavuus tukee jatkuvia valmistusprosesseja.
2. Prosessiteollisuus
Prosessilaitoksissa PLC:t hallitsevat muuttujia, kuten tasoa, virtausta ja lämpötilaa.Ne auttavat ylläpitämään vakaat käyttöolosuhteet.Tämä valvonta parantaa tuotteen yhtenäisyyttä ja prosessin turvallisuutta.
3. Rakennusautomaatiojärjestelmät
PLC:itä käytetään valaistuksen, ilmanvaihdon ja pääsyjärjestelmien ohjaamiseen.Ne mahdollistavat rakennustoiminnan keskitetyn seurannan.Tämä parantaa energiatehokkuutta ja järjestelmien koordinointia.
4. Virta- ja sähköjärjestelmät
PLC:t valvovat ja ohjaavat sähkö- ja käyttölaitteita.Ne tukevat sähköasemien ja käsittelylaitosten luotettavaa toimintaa.Niiden nopea reagointi parantaa järjestelmän vakautta.
5. Kuljetus ja infrastruktuuri
PLC:t hallitsevat signalointi-, valvonta- ja apujärjestelmiä.Ne auttavat ylläpitämään turvallisen ja ennakoitavan toiminnan.Tämä tukee laajamittaisen infrastruktuurin luotettavuutta.
PLC vs SCADA vs DCS
|
Parametri |
PLC |
SCADA |
DCS |
|
Ensisijainen rooli |
Suora ohjaus |
Valvonta ja valvonta |
Hajautettu prosessiohjaus |
|
Järjestelmän taso |
Kenttätaso |
Valvontataso |
Prosessin taso |
|
Ohjauksen suoritus |
Kyllä |
Ei |
Kyllä
|
|
Järjestelmäarkkitehtuuri |
Keskitetty |
Keskitetty valvonta |
Jaettu |
|
Tyypillinen ohjausalue |
Kone tai solu |
Koko kasvinäkymä |
Prosessiyksiköt |
|
Tietojen käsittely |
Hallitse tietoja |
Laajamittainen data |
Ohjaus ja tiedot |
|
Käyttöliittymä |
Minimaalinen |
Graafinen HMI |
Integroitu HMI |
|
Järjestelmän monimutkaisuus |
Matalasta keskikokoiseen |
Keskikokoinen |
Korkea |
|
Verkkoriippuvuus |
Matala |
Korkea |
Korkea |
|
Redundanssituki |
Rajoitettu |
Ohjelmistopohjainen |
Sisäänrakennettu |
|
Laajennusmenetelmä |
Modulaarinen I/O |
Ohjelmiston skaalaus |
Hajautetut solmut |
|
Configuration Focus |
Logiikka ohjaus |
Visualisointi |
Prosessin koordinointi |
|
Huolto keskittyy |
Laitteiston logiikka |
Ohjelmistot ja tiedot |
Koko järjestelmän |
|
Integrointirooli |
Ohjaussolmu |
Valvontakerros |
Ydinohjausjärjestelmä |
Johtopäätös
PLC:t toimivat jatkuvasti lukemalla tuloja, käsittelemällä logiikkaa ja päivittämällä lähtöjä ohjatakseen koneita tarkasti ja johdonmukaisesti.Niiden laitteistorakenne, joustavat ohjaintyypit ja standardoidut ohjelmointikielet mahdollistavat järjestelmien suunnittelun sekä pieniin että suuriin automaatiotehtäviin.Yhdistämällä anturit ja toimilaitteet ohjauslogiikkaan, PLC:t antavat sinulle suoran hallinnan prosesseihin.Niiden luotettavuus, joustavuus ja laaja käyttö eri toimialoilla tekevät niistä teollisuusautomaation ydinteknologian.
Meistä
ALLELCO LIMITED
Lue lisää
Nopea kysely
Lähetä kysely, vastaamme heti.
Usein Kysytyt Kysymykset [FAQ]
1. Mitä eroa on PLC:llä ja releohjausjärjestelmällä?
PLC korvaa kiinteät releet ohjelmistologiikalla, jolloin voit muuttaa ohjauskäyttäytymistä ilman uudelleenjohdotusta ja helpottaa järjestelmien laajentamista ja ylläpitoa.
2. Miten valitset sovellukseen oikean PLC:n?
Valitset PLC:n vaaditun I/O-määrän, käsittelynopeuden, laajennustarpeiden, tietoliikenneprotokollien ja ohjaustehtävän monimutkaisuuden perusteella.
3. Voiko PLC toimia jatkuvasti pysähtymättä?
Kyllä, PLC:t on suunniteltu jatkuvaan 24/7-käyttöön, ja ne voivat toimia vuosia minimaalisella seisokkiajalla teollisuusympäristöissä.
4. Onko PLC:iden vianmääritys vaikeita?
PLC:t on helpompi ratkaista kuin relejärjestelmät, koska voit valvoa tuloja, lähtöjä ja logiikkaa suoraan ohjelmistodiagnostiikan avulla.
5. Voiko yksi PLC ohjata useita koneita?
Kyllä, yksi PLC voi ohjata useita koneita, kunhan sillä on riittävästi prosessointikapasiteettia ja tulo/lähtökanavia.

Gunn Diode selitys: toimintaperiaate, rakenne, toimintatavat ja sovellukset
02.02.2026

Moottorin käynnistyskondensaattorit selitetty yksivaihemoottoreille
30.01.2026
Suositut viestit
-

COMPLECT -ohjeet Tietokoneet: Kuinka ne muuttivat tietojenkäsittelyä?
18.04.8000 147764
-

USB-C-pinout ja ominaisuudet
18.04.2000 111984
-
Xilinx Unified Simulation Primitive -sovelluksen käyttäminen: Kattava opas FPGA: n suunnitteluun ja simulointiin
18.04.1600 111351
-

Virtalähteen jännitteet elektroniikassa: VCC:n, VDD:n, VEE:n, VSS:n ja GND:n merkitys
18.04.0400 83748
-

RJ45 Connector Guide: Pinout, johdotus, kaapelityypit ja käyttö
01.01.1970 79539
-

Lopullinen opas johdon värikoodiin nykyaikaisissa sähköjärjestelmissä
Tapa, jolla sähköjärjestelmämme käyttävät värejä, ei ole vain ulkonäölle.Jokainen lankaväri osoittaa nyt tietyn toiminnon, mikä helpottaa sähkökomponenttien tunnistamista ja käsittelyä oikein asenn...01.01.1970 66949
-

Puhdistusventtiilin opas: Toiminta, oireet, testaus ja korvaava moottorin optimaalinen suorituskyky
Puhdistusventtiili on keskeinen osa auton järjestelmää, joka auttaa pitämään ilman puhtaana hallitsemalla polttoainehöyryjä ennen kuin ne voivat paeta ilmakehään.Tämä ei vain auta ympäristöä vähent...01.01.1970 63087
-

Laatu (Q) tekijä: Yhtälöt ja sovellukset
Laatukerroin tai 'Q' on tärkeä tarkistettaessa, kuinka hyvin induktorit ja resonaattorit toimivat elektronisissa järjestelmissä, jotka käyttävät radiotaajuuksia (RF).'Q' mittaa kuinka hyvin piiri m...01.01.1970 63028
-

Huippututkinnon saavuttaminen suurimmalla tehonsiirtolauseella
Suurin virransiirtolause selittää, kuinka energia lähteestä, kuten akku tai generaattori, virtaa kytkettyyn kuormaan.Se näyttää tarkan tilan, jossa kuorma vastaanottaa eniten virtaa.Tämä artikkeli ...01.01.1970 54092
-

A23 -akun tekniset tiedot ja yhteensopivuus
A23-akku on pieni, sylinterimainen akku, jolla on korkea jännite.Kutsutaan myös 23a, 23ae tai MN21, se toimii 12 voltilla ja paljon korkeampi kuin AA- tai AAA -akut.Sen erityinen muotoilu ...01.01.1970 52172
Kuuma osanumero
-

WSL2512R0200FTB
Vishay Dale
RES 0.02 OHM 1% 1W 2512
FQI5N60CTU
Fairchild Semiconductor
MOSFET N-CH 600V 4.5A I2PAK
AD9695BCPZ-1300
Analog Devices Inc.
IC ADC 14BIT PIPELINED 64LFCSP
ADP151TUJZ3.3-EPR2
Analog Devices Inc.
200MA 3.3VO EP LDO
ISL6615CRZ
Renesas Electronics America Inc
IC GATE DRVR HALF-BRIDGE 10DFN
5AGXBA3D4F31C5N
Intel
IC FPGA 416 I/O 896FBGA
C3216CH2A333K160AA
TDK Corporation
CAP CER 0.033UF 100V CH 1206
PTS181216V110
Eaton - Electronics Division
PTC RESET FUSE 16V 1.1A 1812
TPS77625DR
Texas Instruments
IC REG LINEAR 2.5V 500MA 8SOIC
HFA1405IB
Intersil
VIDEO AMPLIFIER
C1608X8R1H683M080AE
TDK Corporation
CAP CER 0.068UF 50V X8R 0603
GCM0335C1E8R6DD03D
Murata Electronics
CAP CER 8.6PF 25V C0G/NP0 0201
12065A822JAT2A
KYOCERA AVX
CAP CER 8200PF 50V C0G/NP0 1206
XR28V384IM48TR-F
MaxLinear, Inc.
IC QUAD UART W/FIFO 3.3V 48-TQFP
74HC132DTR2G
onsemi
IC GATE NAND 4CH 2-INP 14TSSOP
04025C221JAT2A
KYOCERA AVX
CAP CER 220PF 50V X7R 0402
TLV2371IDBVT
Texas Instruments
IC OPAMP GP 1 CIRCUIT SOT23-5
MC8610PX1333JB
NXP USA Inc.
IC MPU MPC86XX 1.333GHZ 783BGA -

R5F10DLDJFB#V2
Renesas Electronics America Inc
IC MCU 16BIT 48KB FLASH 48LFQFP
B10B-PH-K-S
JST Sales America Inc.
CONN HEADER VERT 10POS 2MM
EP20K200EQC240-1X
Intel
IC FPGA 168 I/O 240QFP
SN74LVC08ANSR
Texas Instruments
IC GATE AND 4CH 2-INP 14SOP
H11D1M
Fairchild Semiconductor
TRANSISTOR OUTPUT OPTOCOUPLER, 7
1318108-1
TE Connectivity AMP Connectors
CONN SOCKET 24-28AWG CRIMP GOLD
S29GL128N11FFA023
Spansion
IC FLASH 128MBIT PARALLEL 64FBGA
LP5951MG-3.0
Texas Instruments
IC REG LINEAR 3V 150MA SC70-5
FLZ11VC
onsemi
DIODE ZENER 11V 500MW SOD80
LTC6905CS5-96#TRMPBF
Analog Devices Inc.
IC OSC SILICON 96MHZ TSOT23-5
LTC4421CUHE#TRPBF
Analog Devices Inc.
HP PRIORTIZED POWERPATH CONTROLL
BC856AW
Diotec Semiconductor
TRANS PNP 65V 0.1A SOT323
LQW31HN33NJ03L
Murata Electronics
FIXED IND 33NH 530MA 57 MOHM SMD
LM4030AMF-4.096
Texas Instruments
TWO TERMINAL VOLTAGE REFERENCE,
2N3849
Microchip Technology
POWER BJT
1N1347A
Microchip Technology
STANDARD RECTIFIER
LT1071CT#PBF
Analog Devices Inc.
IC REG MULTI CONFG ADJ TO220-5
CD54HC244F
Texas Instruments
MILITARY 8-CH, 2-V TO 6-V BUFFER -

TLC374IN
Texas Instruments
IC COMPARATOR 4 DIFF 14DIP
FM93C56EM8
Fairchild Semiconductor
IC EEPROM 2KBIT MICROWIRE 8SOIC
BD241C
onsemi
TRANS NPN 100V 3A TO220
DR1050-100-R
Eaton - Electronics Division
FIXED IND 10UH 4.8A 22.5MOHM SMD
XCV300-4PQ240I
AMD
IC FPGA 166 I/O 240QFP
B32021A3222M289
EPCOS - TDK Electronics
CAP FILM 2200PF 20% 1.5KVDC RAD
MAX6375UR23-T
Analog Devices Inc./Maxim Integrated
IC SUPERVISOR UL LO PWR VOLT DET
TAS5026APAG
Texas Instruments
IC MODULATOR 64TQFP
PIC16F18323-I/ST
Microchip Technology
IC MCU 8BIT 3.5KB FLASH 14TSSOP
NCP81005MNTWG
onsemi
IC CTLR DUAL OUTPUT QFN
MP2410AGJE-Z
Monolithic Power Systems Inc.
IC LED DRV RGLTR PWM 2A TSOT23-8
GRM0335C2A5R4CA01J
Murata Electronics
CAP CER 5.4PF 100V C0G/NP0 0201
LM77CIMX-3
Texas Instruments
SENSOR DIGITAL -55C-125C 8SOIC
ATSAMD20G17A-AUT
Atmel
IC MCU 32BIT 128KB FLASH 48TQFP
LT1356CN#PBF
Analog Devices Inc.
IC VOLTAGE FEEDBACK 2 CIRC 14DIP
ZL30165GDG2
Microchip Technology
IC CLK TRANSLATOR 4CH 144LBGA
VNP49N04
STMicroelectronics
IC PWR DRIVER N-CHAN 1:1 TO220AB
1N5401G
Good-Ark Semiconductor
RECTIFIER, GENERAL PURPOSE, GLAS